This is another system I was very pleased with. It ran fast very efficiently and fulfilled the customers requirements.
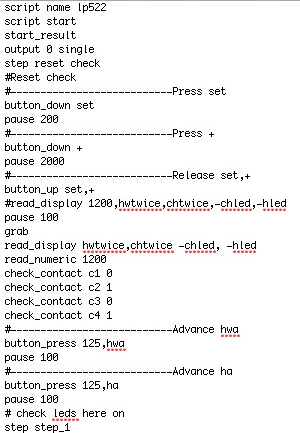
All of the software was written in visual ‘C’ and used multi-threading for various sub sections of the application notably the PLC, image processing and user interface.
The company was Invensys.
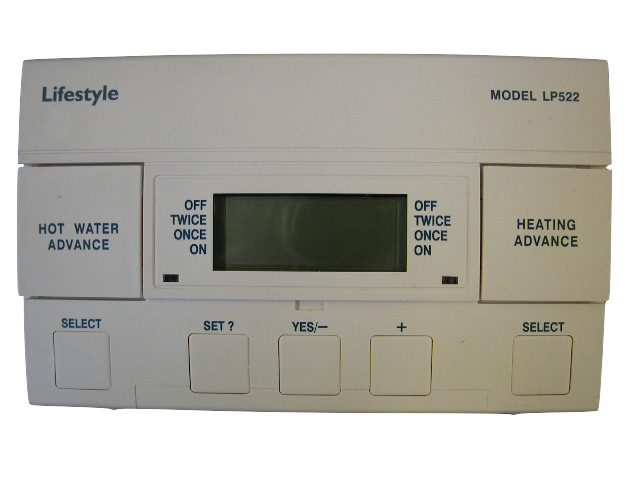
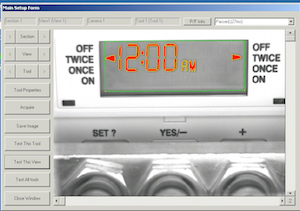
We had an enquiry from a company that makes central heating timers. These were tested by hand and was a laborious job that relied on the concentration of the individual. Also, some of the tests were subjective, one person may pass some cosmetic damage, another would not.